在威士忌的当下世界里,日本无疑是成功的。自2001年Nikka Single Cask余市10年拿下《威士忌杂志》(《Whisky Magazine》)盲品大赛的至高无上奖(BEST OF THE BEST )开始,一甲(Nikka)旗下三杰(余市、宫城峡、竹鹤)与三得利(Suntory)旗下三杰(山崎、白州、响)便在世界主要威士忌(或烈酒)竞赛中攻城掠地,拿下无数金奖和世界(全球)最佳。以素有威士忌“奥斯卡”之称的世界威士忌大奖赛(WWA)为例。WWA自2007年正式评选以来,在产生的13届全球最佳单麦、全球最佳调和、全球最佳纯麦中,日本威士忌分别拿了4届全球最佳单麦(仅次于苏格兰的6届)、8届全球最佳调和、6届全球最佳纯麦,可谓风光无限,笑傲江湖。惊艳的大赛表现加上库存不足、产能有限,导致日本威士忌“洛阳纸贵”,随之而来的是近二十年来日本威士忌产业的强势崛起。

日本威士忌的成功,不仅在于能够经得起众多国际威士忌巨擘极其严苛的评选(真正的万里挑一),还在于它还能够让普通人也轻松喝懂:“几乎无法形容的天才味道”(吉姆·莫瑞Jim Murray)换句街坊百姓的语言就是“真TM的好喝”。这点不像苏格兰的某些WWA全球最佳(比如阿贝),只有极少数人能够喝的懂或装喝懂。
国际威士忌巨擘能够给予日本威士忌“几乎无法形容的天才味道”的评价,在于它的复杂性:“几乎难以言喻的芳醇味道”和“极致大胆的芳香。”普通老百姓能够给予日本威士忌“真TM的好喝”的评价,在于它的简单自然:“我也说不清楚,反正就是好入口,原来威士忌还能这么好喝。”这就是日本威士忌:清新自然却又醇厚馥郁,而且两者融合得很好!它是怎么做到的?

日本威士忌的历史发端于1923年(山崎蒸馏所成立),至今不过百年历史,酿造工艺师从苏格兰(苏格兰威士忌历史最早可追溯至1494年),设备引自加拿大、苏格兰(英国)和美国,但现在已经成功挤身于世界五大威士忌生产国之列,国际影响力仅次于苏格兰,而且生产出来的威士忌非常“日本”,是世界上最好的日本威士忌!它是怎么做到的?
这一切都得从日本人的美学哲学、国民性格和匠人精神说起。
一、拙朴侘寂的美学理念
所谓拙朴,即大繁至简,大巧若拙,主张天然,见素抱朴。比如,他们的陶器,造型简约、图案拙朴,却有一种细腻典雅的天然意境。与拙朴紧密相连的美学是侘寂。所谓侘寂,就是我国唐代诗人王维《夜雨独坐》所述“雨中山果落,灯下草虫鸣”:花开岁新,空川幽人。拙朴侘寂体现在日本人的日常生活中就是上善若水般的审美:简朴,自然,含蓄,低调,谦逊……

体现在日本威士忌中就是追求清池般的“透明感”,正如《世界威士忌地图》作者戴夫·布鲁姆(Dave Broom)所说:“如果说苏格兰威士忌像一座岩浆肆意喷薄的火山,各种香气与风味交汇激荡,那么,日本威士忌就如同清池,所有的一切都隐藏在水面之下。”
日本威士忌对于“透明感”近乎偏执,不管是山崎、白州、余市、宫城峡,还是富士御殿场、信州、秩父等,无一例外。为了打造“透明感”的威士忌,他们追求“清澈到可以(透出探视窗)看见你的手”的麦芽汁。虽然清澈的麦芽汁会减少产量,降低生产效率,但为了发酵后得到清澈的风味,生产纯粹而带有复杂香气的“没有喧哗、含蓄”的威士忌。“只要可以造出更好的威士忌,即使成本较高,效率较差也没关系,如果有助于品质,我们就会去做,因为真正能获利的是品质。”他们还进行超长时间的发酵,少则3天(山崎、白州),4天(信州),多至5天(余市),长时间的发酵可以有效增加初酒的脂类物质,最终得到更清淡、更具复杂度、水果味特征更明显的威士忌原酒。
在追求“透明感”的同时,他们不放过任何一个细节来提升威士忌的风味,增添威士忌的复杂性。比如对于酵母的选择和使用,比如本质发酵槽的使用,比如极其多样化的蒸馏器,比如极其大胆的用桶艺术。关于发酵槽、蒸馏器和用桶艺术下文会解析,这里单讲酵母的选择和使用。苏格兰威士忌认为酵母对于威士忌的风味影响甚微,因此他们几乎都用一种风格的酵母(蒸馏用酵母)。但日本威士忌则把酵母作为贡献风味的关键因素。它们普遍都使用两种以上的酵母,一种是蒸馏用酵母,以稳定产量,另一种是发酵用酵母,包括艾尔啤酒酵母、白啤酒酵母等,以得到更多的果香脂类,增加额外的复杂度。为了探索酵母对威士忌风味的影响和得到多样化风格的原酒,山崎蒸馏厂甚至拥有3000多种酵母。
“拙”与“简”的外表底下却是“大巧”与“大繁”,这就是日本威士忌。
二、尽善尽美的国民性格
对于一切都追求尽善尽美是日本人的国民性格。三得利首席调酒师福与伸二说:“我们擅长精准,对于制作威士忌,我们很注重这些精准的细节。”
对细节的极致追求首先从水开始。在苏格兰,水被认为是对威士忌风味影响不大的因素,只要有充沛干净优质的水源就可以了,所以一条斯卑河扎堆着50多家蒸馏厂。但日本人不这样认为。他们对于水质的要求也近乎偏执。
山崎,古时也被称为“水生野”,意即在大自然的旷野中自然涌出的水源,拥有被日本环境厅评为“名水百选”之一的“离宫之水”,这里孕育了日本闻名于世的“茶道”——日本茶道之祖千利休。白州建在日本南阿尔卑斯山脉甲斐驹岳山脚,这里流淌着日本“名水百选”之一的尾白川,层层花岗岩过滤后的清澈泉水,硬度仅为30,并且含有非常多的矿物质。富士御殿场将蒸馏所建在距离富士山脚下12公里处,附近还是日本自卫队实弹射击场,看中的是这里经过山上火山岩过滤,要经过51年才能渗透岩床的融雪水源。位于南方鹿儿岛市的本坊舍近求远,将信州建在海拔800米,地势高又寒冷偏远的地方,看中的也是水,经过岩石过滤,水质软,且丰沛。


除了水质,日本蒸馏所还十分重视气候对威士忌熟化的影响。山崎地处木津川、桂川和宇治川三条河汇集之处,这里终年雾气弥漫,相当适合贮藏原酒。白州号称“森林蒸馏所”,气候凉爽多湿、空气清新,赋予威士忌拥有森林嫩叶般的清新口感,轻盈、柔和、清冽,最有东方韵味。余市地处北海道,依山傍海,被竹鹤政孝认为是日本最适合生产威士忌的地方,其寒冷天气可以让威士忌可以在桶中缓慢的熟成。宫城峡是竹鹤花了三年时间才找到的合适场地,这里河流汇聚造成的湿度,会产生适合熟成的特定微气候。富士御殿场蒸馏所平均温度为摄氏13度,相对湿度85%,对威士忌熟成非常好。信州所在温差很大,夏天是摄氏30—33度,冬天可能到负10度,即使是夏天,昼夜温差也很大,湿度也大。

对于细节的极致追求还可以体现在日本蒸馏所对威士忌传统酿造工艺的坚持。比如发酵槽。现在大多数的苏格兰蒸馏厂使用容易控制温度与湿度的不锈钢发酵槽,但日本蒸馏所大都坚持使用木质发酵槽,甚至使用昂贵的水楢木制作(秩父),木质发酵槽有利于活性乳酸菌的繁殖,这有助于为威士忌增添另一类的风味。

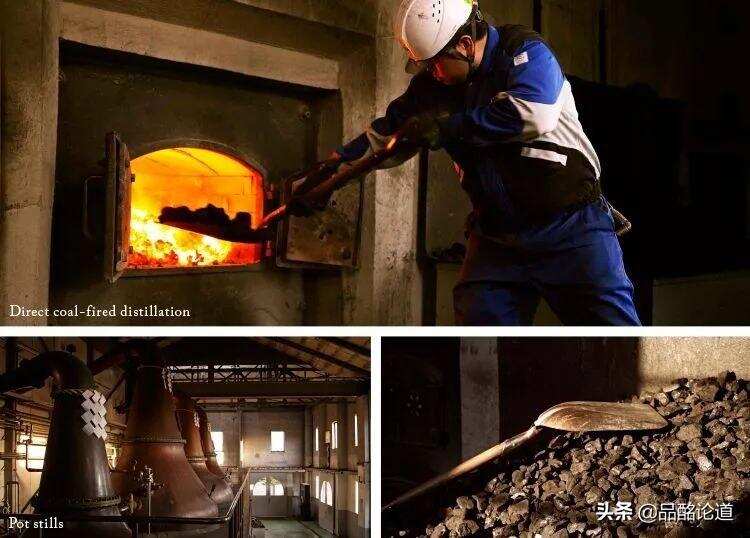
再比如,直火加热蒸馏。因其不易控制火候的缘故已经为苏格兰蒸馏厂所弃用。但日本蒸馏所却给予坚守。山崎、白州蒸馏所的初酒蒸馏器全部保留直火加热,他们相信“直火可以创造更多复杂、浓烈的香气”。而给予直火蒸馏最完整保留的则是余市。余市的蒸馏器不但是直火加热,而且用的是石炭。这种蒸馏技术难以控制温度,费工费力,还需要有超高的技术功底,但给予余市浓厚醇正的口感,成功塑造出“日本艾雷岛”风格的威士忌。这是余市向苏格兰做出的最明显的敬意,既拥有坎贝尔镇云顶似的复杂度,又拥有苏格兰任何威士忌所没有的滑腻或果香。
对细节极致的追求,赋予威士忌很“日本”的特质。这就是日本威士忌。
三、持续改善的匠人精神
日本的“匠人”精神散落在他们生活的方方面面,无论是怀石料理、寿司、清酒、茶道,还是和纸、锡艺、陶器、伽罗香,无不显示出他们透过一丝不苟地注重细节而提升品质的态度。虽然不断重复,却永不重复,持续前进。他们全身心投入到自己创造的事物中。这就是日本人常说的“改善法”。

对于威士忌,他们也是如此。将“改善法”看作是“一切事件的裂缝”,不规则、不对称、不循规蹈矩,重点是愿意接纳自然和未知的过程,让酒变得更丰富、更吸引人。他们将酿造威士忌当成一种艺术。
日本威士忌的酿造工艺都是远渡重洋而来,但他们用匠人的精神,从细节中发现“一切事件的裂缝”,然后加以“改善法”,最终转化成属于自己的东西,最后做出世上最好的日本威士忌。
第一个“裂缝”是麦芽。由于日本的蒸馏所从来不相互交换库存,因此调和所需的所有威士忌不得不在本蒸馏所制作,为了拓展风味组合,他们必须蒸馏出多样化的原酒。首先是麦芽类型的选择。他们既使用自己生产的大麦,也从苏格兰、芬兰等欧洲国家进口大麦,品种不一。麦芽的泥煤烟熏程度也不一样。同一家蒸馏所使用的麦芽既包括无泥煤味、轻度泥煤味、中度泥煤味和重度泥煤味。这与苏格兰蒸馏厂尽力保持麦芽风格一致性存在较大的差别。
第二个“裂缝”是蒸馏器。为了蒸馏出多样化的原酒,日本蒸馏所的蒸馏器是各种各样的,高矮胖瘦大小各不相同,林恩臂的角度也不一样,冷凝器也不同。这一点与苏格兰蒸馏厂也很不相同。苏格兰蒸馏厂即使增加蒸馏器数量,蒸馏器的形状尺寸也保持一模一样。比如山崎,山崎的8对蒸馏器各具特色。例如第五对做出来的威士忌开阔,但有含蓄的复杂度,带有一点滑腻成熟的红色水果和山崎招牌的凤梨味。第二对则比较轻盈,有更多脂类的香调,还有瓜果和较甜的特质。最新的蒸馏器则是芬芳带有果香与脂类,但重量感中等。再比如白州,8对蒸馏器竟然有7种形式,这可以创造出无数可能性的威士忌出来。

第三个“裂缝”是谷物威士忌。日本调和威士忌独步天下(WWA评选的13次全球最佳调和,日本的响拿了8次,其中响21年5次,响30年3次)。按照戴夫·布鲁姆(Dave Broom)所观点,调和威士忌的关键是谷物威士忌。由于蒸馏所之间不相互交换库存的缘故,像山崎、余市、富士御殿场等日本蒸馏所都自建有自家的谷物蒸馏厂(白州、宫城峡、富士御殿场既蒸馏麦芽威士忌也蒸馏谷物威士忌)。与苏格兰谷物蒸馏厂(主要供应给调和大牌做基酒,对风格的一致性和稳定性要求极高)不同的是,日本谷物威士忌也在追求风格的多样化。同一家蒸馏所酿造出来的风格也有厚重型、纯净型和可口型,给予调和威士忌更多层次的复杂性。宫城峡的科菲蒸馏器甚至通过不同的酵母,收集不同隔板的酒,以制作轻盈、中等、厚重、更厚重甚至是超级厚重口感的原酒。富士御殿场甚至与苏格兰反其道而行之,蒸馏出来的谷物威士忌充满重量感,而其麦芽威士忌则相对轻盈,细致。其结果就是富士御殿场的调和威士忌中谷物是主角,麦芽是配角。
第四个“裂缝”是熟化桶。这是日本威士忌极具特色的一个方面。苏格兰一般限用雪莉桶和波本桶,因为他们的历史很久远,已经找到合适的桶。但日本威士忌为了创造多样化的风格,在用桶方面作了极其丰富、极其大胆的尝试。不管是传统的美国橡木桶、欧洲橡木桶、雪莉桶、波本桶、猪头桶,还是法国红白葡萄酒桶(包括贵腐酒)、波特桶、马德拉桶、朗姆酒桶、渣酿白兰地桶、干邑桶、龙舌兰桶、全新和二次装填的桶,日本威士忌都在尝试,都在使用。在二战期间,由于受美国波本桶禁运的限制,日本甚至尝试用不宜制作橡木桶的水楢木来陈酿威士忌,没想到却给予威士忌非凡的香气特质,造就了日本水楢木威士忌“东方禅酒”的神话。

持续改善的匠心精神,让日本威士忌在不经意间达到令人仰望的巅峰,正如正日本俳句许人小林一茶的《蜗牛》所写:小小的蜗牛,一吋一吋慢慢爬,爬上富士山。这就是日本威士忌。
这就是日本威士忌:回归自然,回归本质,与地域、文化、匠人紧密连接,遵照俳句诗人松尾芭蕉(Basho)的建议:艺术家的第一课是学着依循自然,和自然合而为一……了解松树……亲近松树。
这就是日本威士忌的成功之“道”,也是日本威士忌“真TM好喝”的原因。