离上一篇文章发出已经半个多月了,最近琐事缠身一直没有动笔,看到有这么多朋友捧场,我这个拖延症晚期患者都感觉对不住大家了。
以饮事的名义 探访山崎蒸馏所(上)
于是在儿童节前夕的深夜,喝着一杯Hunter Laing(亨特.梁)的Craigellachie(克莱拉齐)19年IB,完成了我第二篇文章。

这一篇我将尽量详细的带领大家游览山崎蒸馏厂,期间会穿插一些日本威士忌的历史,还望各位耐心阅读。
书接上篇

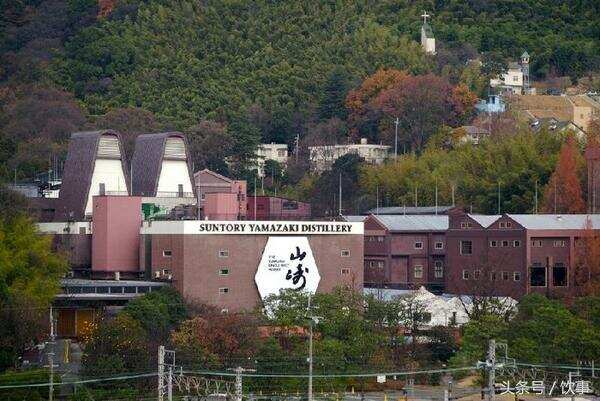
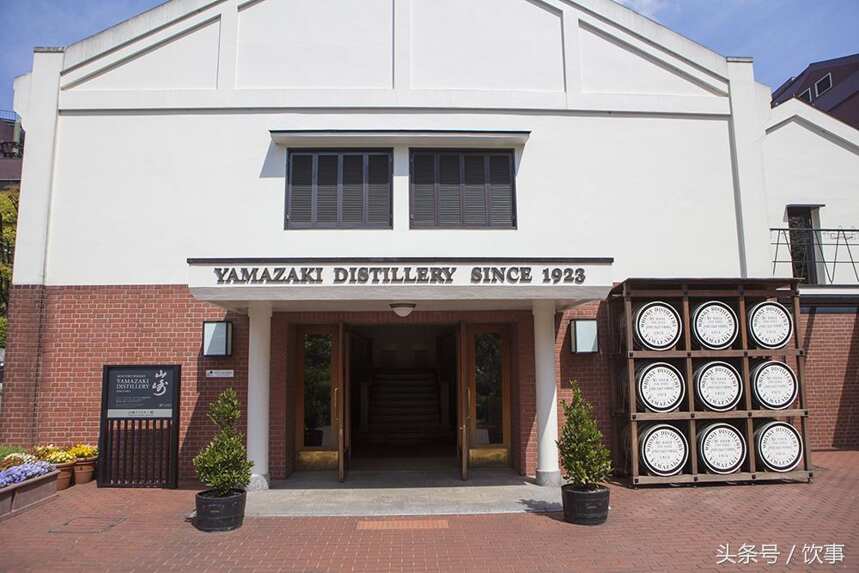
山崎蒸馏厂的入口处矗立着一座蒸馏器,这就是东方威士忌当年使用的第一座蒸馏器,当初被周围的居民称为“每天光吃大麦其它什么也不干的威士忌怪物”。

因为二战后期,日本民众生活普遍很艰苦,很多人都在吃树皮草根,而威士忌这种比较浪费粮食的产业居然生存了下来,甚至蓬勃的发展,因此当时很多民众都很不理解。这座蒸馏器表面布满了历史的斑驳印记,也见证了山崎蒸馏厂近百年的发展历程!


在接待处签到并领取参观证件和酒厂宣传册。山崎博物馆(Yamazaki Whisky Museum)就在签到处的右手边不远处,我没有急着进入博物馆,而是首先沿着酒厂的道路进行参观。


威士忌是需要在木桶里陈年的,而橡木桶就如同人类的肺,通过它会将木桶里的酒液与外界进行充分交流:每年都会蒸发一定比例的酒在空气中,也会将其周边大自然的环境和气息带入到酒液里。因此穿行在山崎蒸馏厂你会感到空气中弥漫着清淡而自然的威士忌的酒香,这大概就是所谓天使的分享(Angel's Share),深吸一口,似乎可以体会到它的美好。

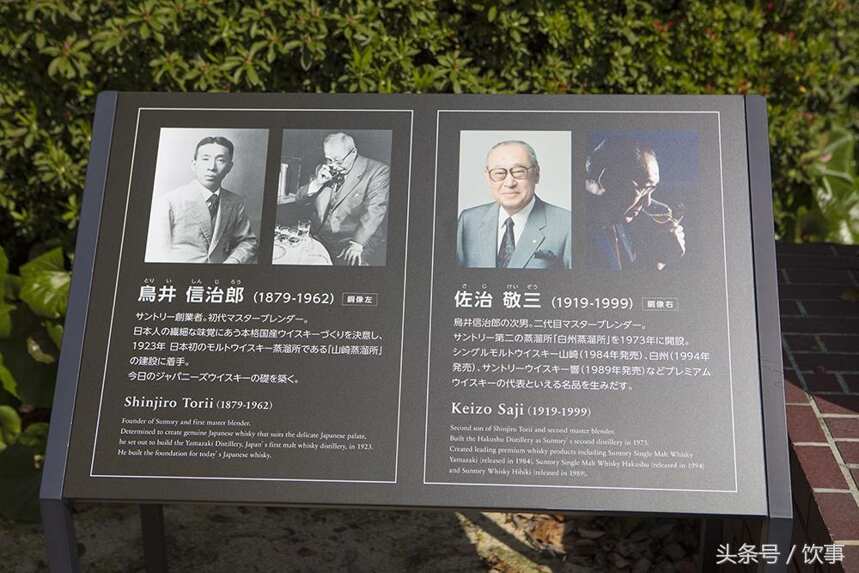
山崎威士忌的创始人鸟井信治郎及日本三得利公司董事长佐治敬三的铜像。

在酒厂尽头是一座椎尾神社,每年的11月11日(好吧,著名的双十一)都会在这里举办秋季祭祀活动。不仅是为了纪念日本第一座威士忌蒸馏厂——「山崎蒸馏厂」竣工,也是为了纪念东方威士忌的发源和秉承酿造优质威士忌的匠人精神。
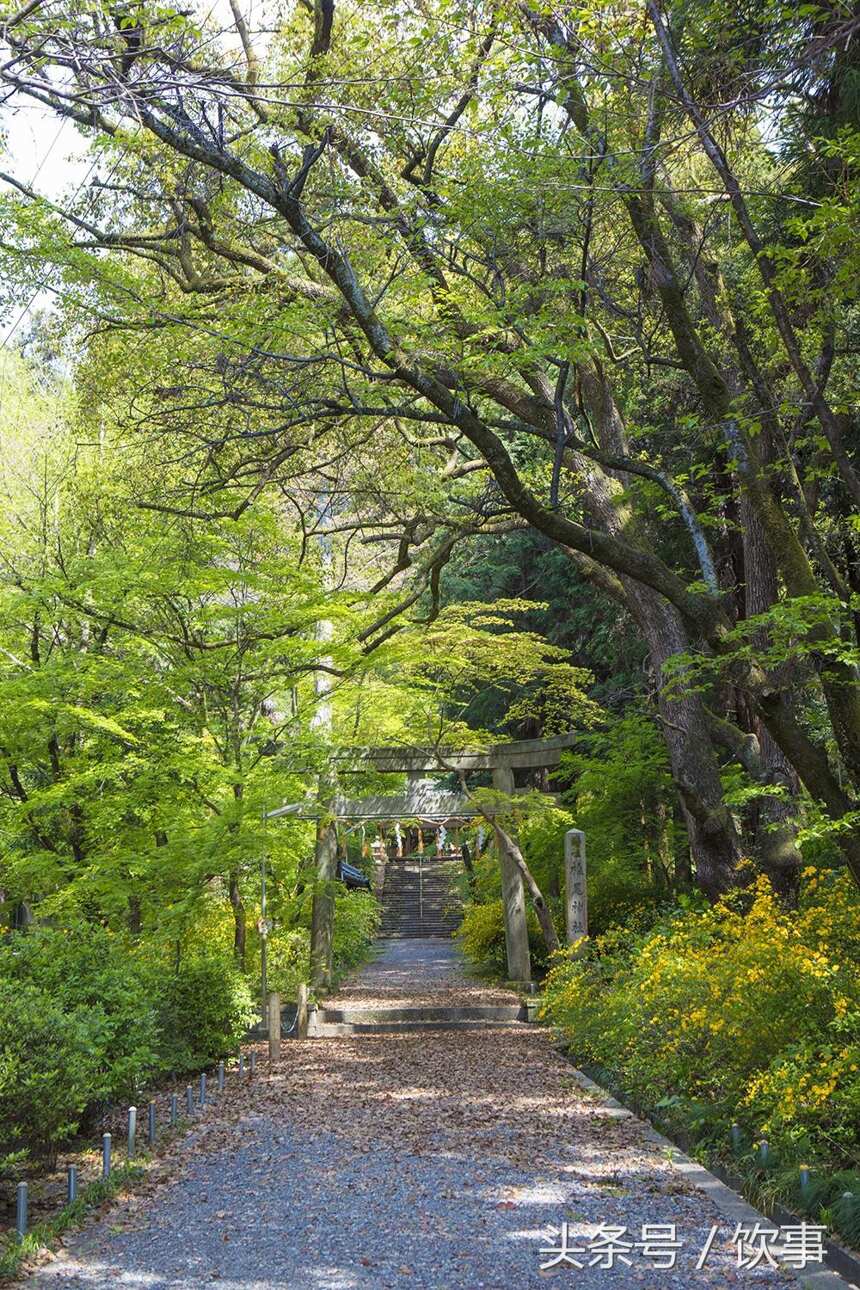
神社背后的这座山就是天王山,山崎酒厂的水源也来自于此,这里的水经过竹林以及整个山体的过滤,品质非常好,被评为日本十大水源之一。
在苏格兰用流经泥煤的水浸泡大麦来酿造威士忌。而在日本则是用经过了茂密森林的水来酿造威士忌,不同的风土,决定了风味的差异,进而形成了其独有的特色。

在这里,一切都与自然和谐共生。据说在陈酿仓库旁的一个池塘,每年的六月,莫利瓦蛙都会来到此处栖息,这种“挑剔”的青蛙属于自然保护类动物,只有在水质极其清澈的地方才能见到它们。

就像我拍的一样,来这里参观的人群络绎不绝。
厂区参观完,接下来我来到山崎博物馆(Yamazaki Whisky Museum),应群里朋友的要求我做起了图文直播。

推荐给大家这个神器,我这次就是用它来拍摄全景照片还有视频。
整个场馆设计有序,声光电完美结合,是一堂非常精彩的威士忌课程。

进入展区,第一时间我就被右手边的这个全息投影宣传片所吸引,中间的酒瓶会根据视频内容不断变化,非常生动。


展厅另一侧则是关于日本威士忌的发展历史。
鸟井信治郎(Torii San)是三得利集团的创始人(Suntory, 就是鸟井信治郎的名字Torii San 倒过来发音),出生于1879年(明治12年)的日本大阪,那个时代是欧美文化大量流入日本的时期,鸟井信治郎13岁就离开了学校,在一家药类批发商的店里开始了学徒生涯。由于那时白兰地和威士忌这样的进口洋酒在日本社会颇为新奇,常被作为药品的一类售卖,信治郎也因此从年少开始就有了许多接触洋酒的机会。

之后鸟井信治郎便开始独立门户,做起了罐头与葡萄酒的生意,不久便将公司名更改为「寿屋洋酒店」。由于当时西方正统葡萄酒味道偏酸,饮食习惯的差异使日本消费者并不能接受这样的味道。鸟井信治郎有感于此,便在正统葡萄酒的基础上,推出了甜味的「赤玉波特葡萄酒」。
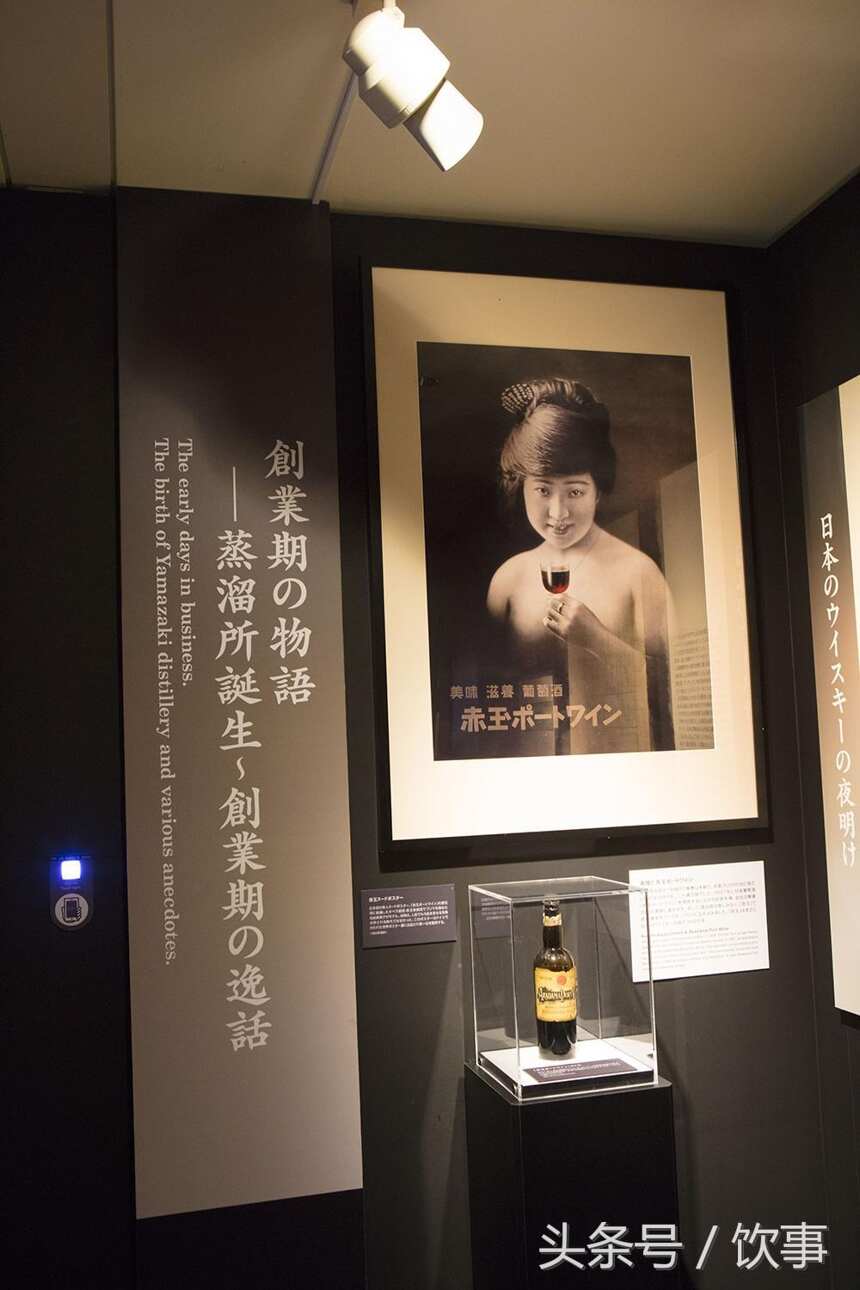
这款酒一经发售,就获得了超高的人气,深受喜爱。「赤玉波特葡萄酒」的成功发售,也使得信治郎萌生了“什么时候也要在东方酿出世界一流的威士忌!”的想法。于是鸟井信治郎将他在在赤玉波特葡萄酒上赚的大部分资金都投入到建造威士忌蒸馏厂。
然而寿屋洋酒店的股东,以及他所信赖的财界人士、学者等在这件事情上都非常的反对。

但是体验过酒桶熟成奥秘的信治郎非常坚定,面对周围人的反对,他说“自己最终事业有成还是一事无成,不试试看怎么知道呢?”就这样,他坚定地开始了蒸馏厂的建造。

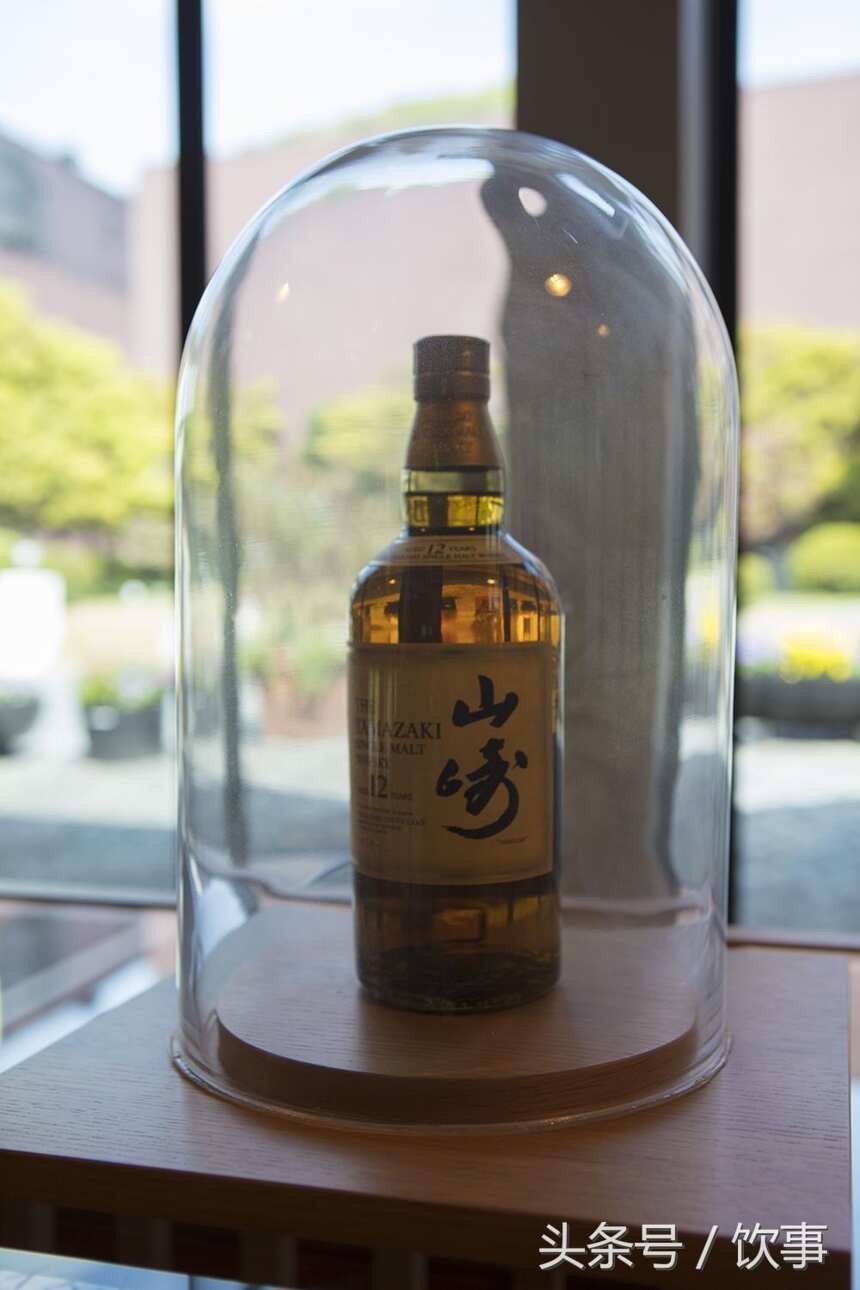
山崎蒸馏厂1923年开始建厂,1924年竣工并于11月11日点火开始蒸馏生产威士忌,5年后诞生了第一瓶日本威士忌——白札。

老牌和角瓶标志性的产品。


鸟井信治郎当年使用过的Whisky闻香台。

明仁天皇的“私酿”。

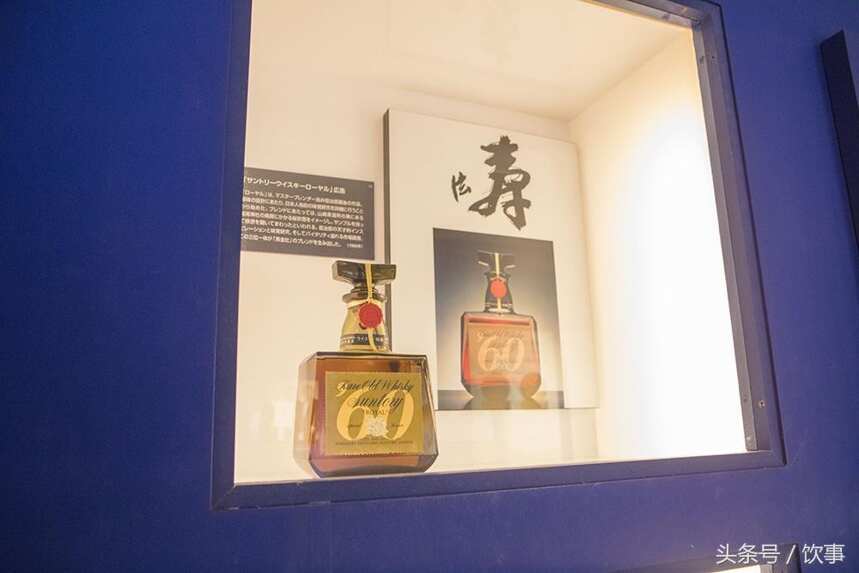
三得利(洛雅) Suntory Royal Blended Japanese Whisky皇家調和威士忌特别版。
「洛雅」是鸟井信治郎的毕生名作,酒瓶瓶身设计源于汉字的「酉」字(古代盛酒器),瓶盖酷似日本古牌楼的形状,卓然优雅。
三得利(suntory)公司推出的红牌(red)威士忌。

在这个展览中摆放着SMWS(苏格兰威士忌协会)选用山崎的酒液制作的产品,这也足以说明它在整个威士忌行业中的地位。所以还是不要把SMWS(苏格兰威士忌协会)简单的看做是一个IB,它的规模和地位远远高于其它IB酒商。


参观完历史区来到的是原液展示区Whisky Library,这里陈列着来自全世界威士忌酒厂的原液,琥珀色的液体如黄金般美丽耀眼。
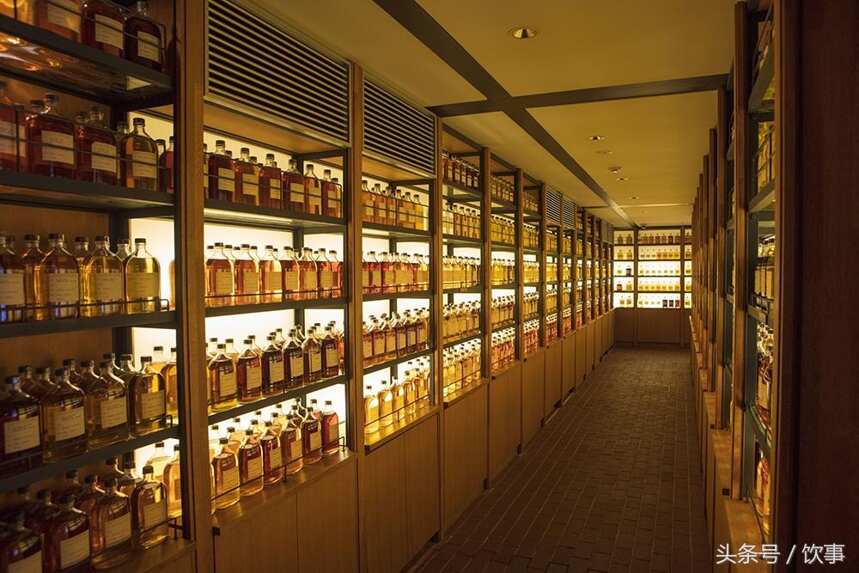
光线透过酒瓶反射出迷人的色调。

木桶截面向人们展示天使的分享 Angel's share

两位工作人员很友善,背后展示的是一个橡木桶的基本组成结构。


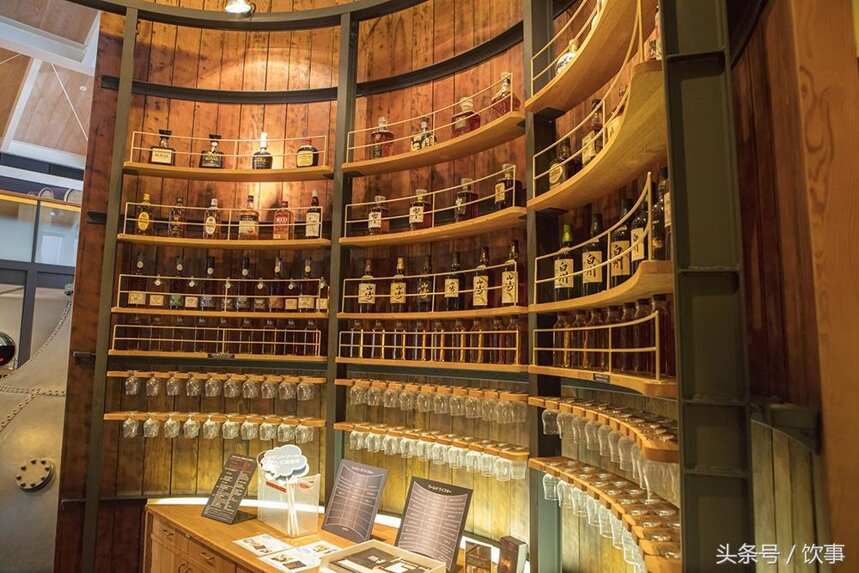
这座用各种威士忌组成的装置艺术木墙,一直延续到二楼展厅。

一楼还有一个供游客品鉴的迷你酒吧,我是准备参观完再下来细细的品尝。

二楼分为生产工艺流程展示区、产品展示区和礼品商店。

工艺流程展示区,简单介绍了威士忌的生产流程。

首先是发芽。大麦在发芽后会生成淀粉酶,将储存的淀粉转化成生长所需的糖分。此时必须立即将其烘干,中止麦芽生长,否则淀粉就被耗光了。


第二步糖化。将发芽后的谷物种子碾碎,然后加入热水搅拌成糊状,淀粉酶在这种状态下迅速将淀粉转化为糖分,过滤后所得的甜汁进入下一道工序。


第三步是发酵。将麦芽汁冷却后注入发酵桶,加入酵母菌,将糖分转变成酒精。


第四步是蒸馏。酒精和水的沸点不同,将发酵液加热至80℃,酒精首先变成蒸汽进入冷凝管中浓缩,生成原酒。此后再进行二次蒸馏,将原酒进一步提纯。


第五步是陈年。将二次蒸馏后得到的新酒放入橡木桶中存放,酒和橡木桶发生醇化反应,原酒中的杂质被慢慢去掉。



第六步是装瓶。要么将同一家蒸馏厂同一批次的麦芽酒装入玻璃瓶中作为单一麦芽威士忌(Single Malt Whisky)出售,要么将麦芽酒和其它谷物酒按照一定的比例混合,制成混合威士忌(Blended Whisky)装瓶出售。

今天就写到这里吧,下一篇也是完结篇,我将带领大家游览产品展示区。

礼品店

以及最重要的品鉴环节。

另外还会和大家聊一下,在日本购买威士忌的一些心得。


当然前提是,我的拖延症能早点治愈。
▼ ▼ ▼
著作权归饮事life所有,未经许可不得转载。
关注饮事Life 一起进入品位饮事生活